Trudna obróbka, wysoka wytrzymałość, niska przewodność cieplna i skłonność do utwardzania na zimno: materiały z grup ISO M (stal nierdzewna) i S (stopy tytanu) nie bez powodu uznawane są za materiały trudnoskrawalne.
Nasze frezy pełnowęglikowe z serii Performance do stali nierdzewnych spełniają, a nawet przewyższają te wymagania, zapewniając dodatkowe korzyści w zakresie niezawodności procesu, produktywności i precyzji.
Zalety
- Optymalna kontrola temperatury podczas obróbki materiałów trudno skrawalnych.
- Zoptymalizowany kąt linii śrubowej dla lepszego usuwania wiórów.
- Ulepszone odprowadzanie wiórów i płynna niskowibracyjna obróbka dzięki nierównomiernemu podziałowi ostrzy oraz zróżnicowanemu kątowi spirali.
Numer 1 dla ISO M / ISO S
Dzięki połączeniu geometrii narzędzia dostosowanej do materiału i najnowocześniejszych powłok frezy pełnowęglikowe Performance do stali nierdzewnych są zoptymalizowane pod kątem obróbki stali nierdzewnej i stopów tytanu.
Wysokowydajne narzędzia są zoptymalizowane zarówno do tradycyjnego frezowania, jak i frezowania dynamicznego (frezowania trochoidalnego), dzięki czemu zapewniają większą niezawodność procesu oraz wyższą efektywność podczas stosowania w materiałach trudnoobrabialnych.
do produktów
Download
Większa efektywność
Testy skrawania pokazują, że frezy z linii Performance do stali nierdzewnych PFERD TOOLS spełniają i przewyższają różnorodne wymagania przy obróbce materiałów nierdzewnych.
Frezowanie rowków (test działania) – 1.4301
Gromadzenie się wiórów, przegrzewanie, a w najgorszym wypadku złamanie narzędzia – frezowanie rowków stawia wysokie wymagania trwałości narzędzi frezarskich.
Nasze czteroostrzowe frezy z linii Performance do stali nierdzewnych sprawdzają się również w skrajnych warunkach dzięki optymalnemu odprowadzaniu wiórów i kontroli temperatury.

Przebieg testu
5 rowków przy każdym posuwie na narzędzie
Test działania 1
Frez do popularnych zadań obróbki różnych materiałów
Test działania 2
Frez o zoptymalizowanym materiale z serii Performance stal nierdzewna firmy PFERD TOOLS (SCM-HC4M-M100C-M72HB TI40)
✔ Narzędzie w stanie nienaruszonym | ✖ Narzędzie uszkodzone
Wskazówka: typowy test skrawania. Posuwy na ostrze są celowo znacznie wyższe, niż nasze zalecenia.
Parametry
Narzędzie: SCM-HC4M-M100C-M72HB TI40
Średnica: d = 10 mm
Materiał: X5CrNi18-10 (1.4301)
Prędkość skrawania: vc = 90 m/min
Posuw: fz = zmienny
Głębokość skrawania: ap = 10 mm
Kontakt promieniowy: ae = 10 mm
Ścieżka frezowania: l = 8 m
KSS: Chłodziwo smarujące
| Posuw | Test działania 1 Narzędzie 1 | Test działania 1 Narzędzie 2 | Test działania 2 Narzędzie 1 | Test działania 2 Narzędzie 2 |
| fz = 0,03 mm | ✔ | ✔ | ✔ | ✔ |
| fz = 0,05 mm | ✖ | ✖ | ✔ | ✔ |
| fz = 0,06 mm | ✔ | ✔ | ||
| fz = 0,07 mm | ✔ | ✔ | ||
| fz = 0,08 mm | ✔ | ✔ |
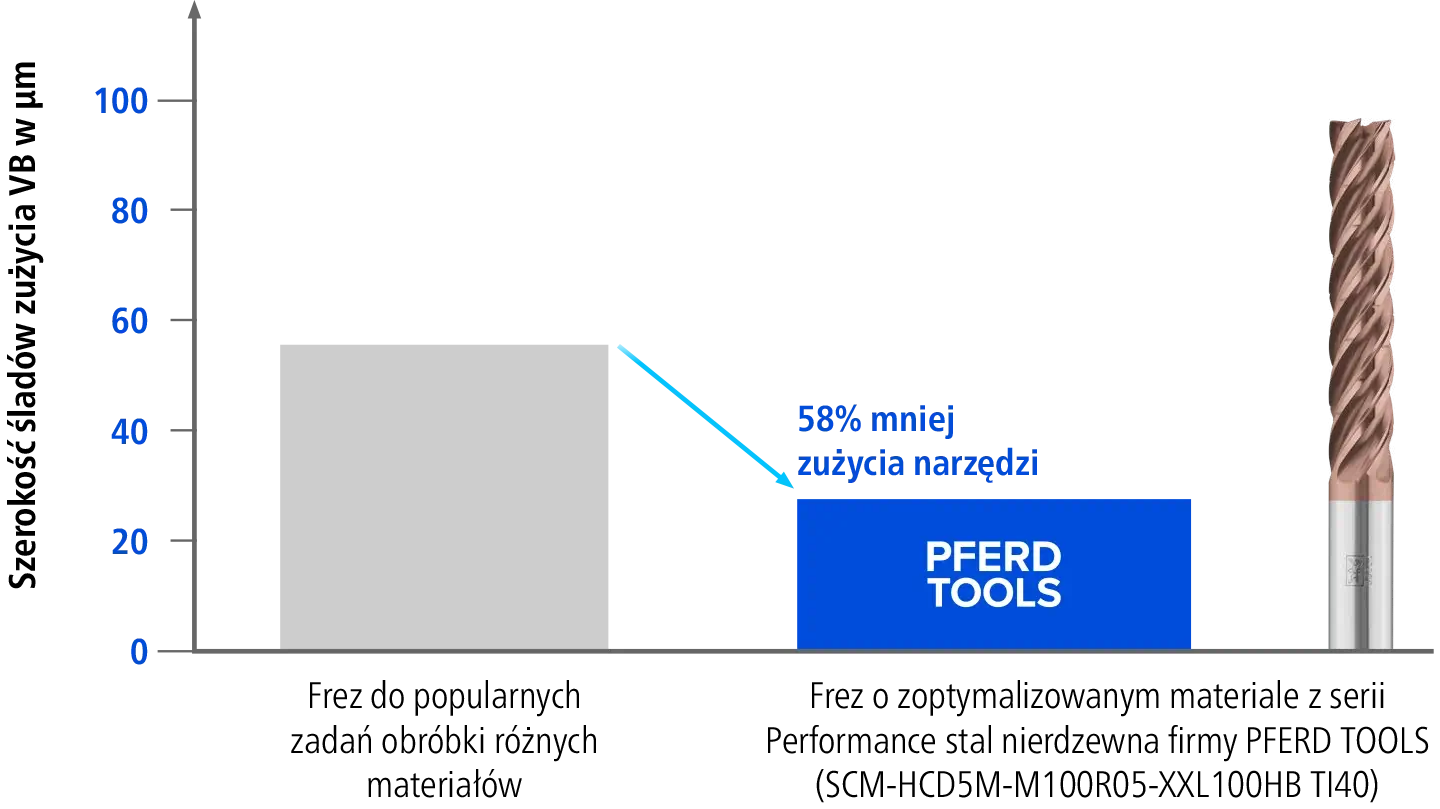
Test zużycia – 5 ostrzy, 5xD, 1.4301 (ISO M)
Geometria ostrzy z łamaczami wiórów linii Performance do stali nierdzewnych została zoptymalizowana do obróbki skrawaniem stali nierdzewnych i stopów tytanu. Najnowocześniejsza powłoka PVD chroni narzędzie przed przegrzewaniem.
Wynik: 58% mniej zużycia narzędzi!
Wskazówka: zużycie narzędzia po obróbce trzech elementów obrabianych.
Parametry
Narzędzie:
SCM-HCD5M-M100R05-XXL100HB TI40
Średnica: d = 10 mm
Materiał: X5CrNi18-10 (1.4301)
Prędkość skrawania: vc = 120 m/min
Posuw: fz = 0,09 mm
Głębokość skrawania: ap = 50 mm
Kontakt promieniowy: ae = 0,5 mm
Czas skrawania: t = 90,6 min
KSS: smar chłodzący