Od przygotowania narzędzi i powlekania aż po obróbkę końcową powłoki – nic nie pozostawiamy przypadkowi. Każdy poszczególny etap procesu został zaprojektowany tak, aby zaoferować najlepsze możliwe rozwiązanie narzędziowe dla procesów obróbki skrawaniem.
Przygotowanie narzędzia
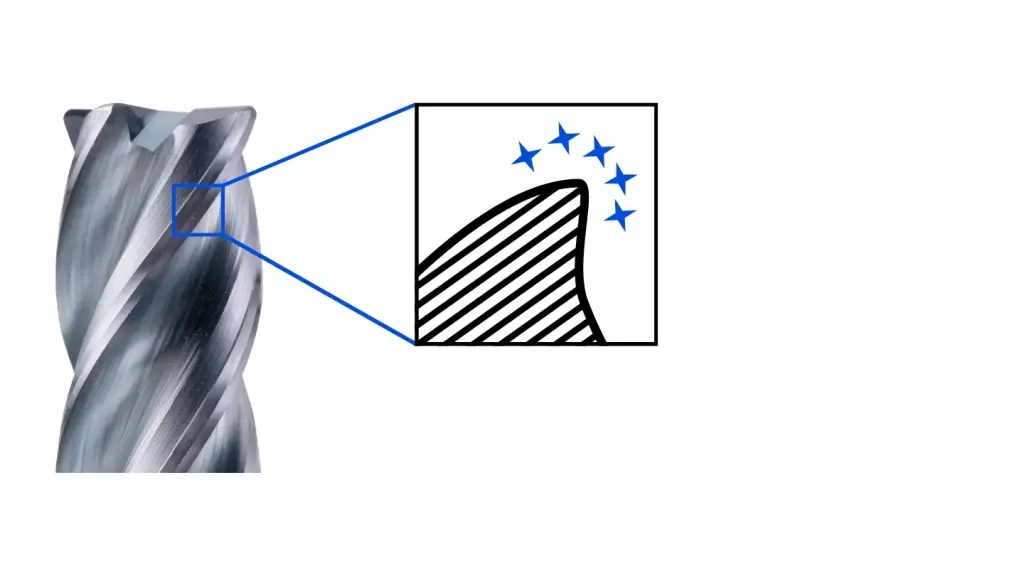
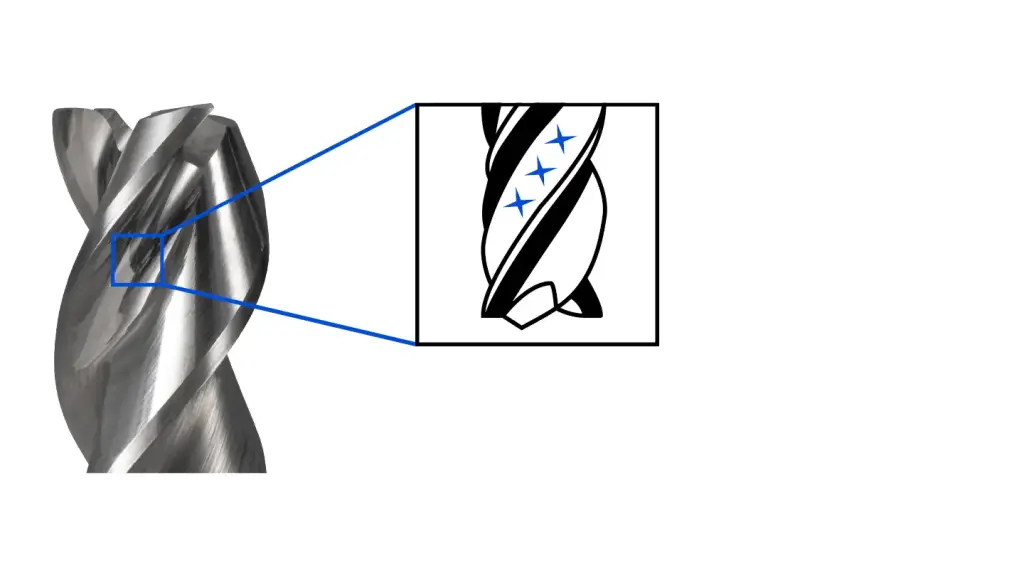
Mikrogeometria (kontur krawędzi tnącej) narzędzia do obróbki skrawaniem decyduje o jego wydajności.
Narzędzia z dodatnim kątem natarcia i ostrymi krawędziami tnącymi tną szczególnie dobrze, jednak cecha ta prowadzi także do mniejszej stabilności krawędzi tnących. Niestabilna krawędź tnąca jest szczególnie podatna na wyłamania, które skutkują niską jakością powierzchni elementu obrabianego oraz przedwczesnym końcem żywotności.
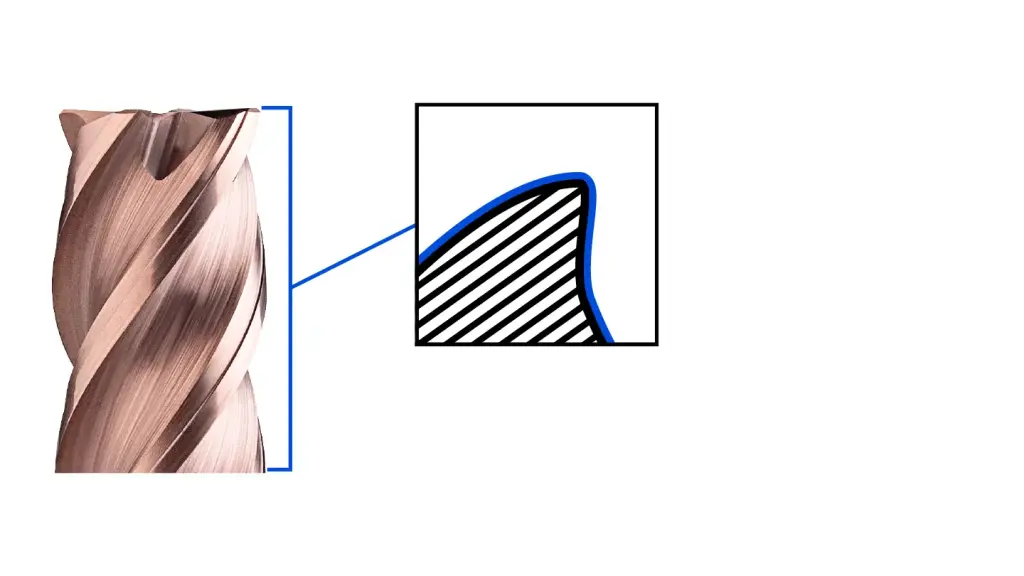
Zaokrąglone krawędzie tnące zapewniają:
- lepszą przyczepność powłoki;
- wyższą stabilność krawędzi tnącej;
- wyraźnie zwiększoną żywotność i produktywność narzędzia.
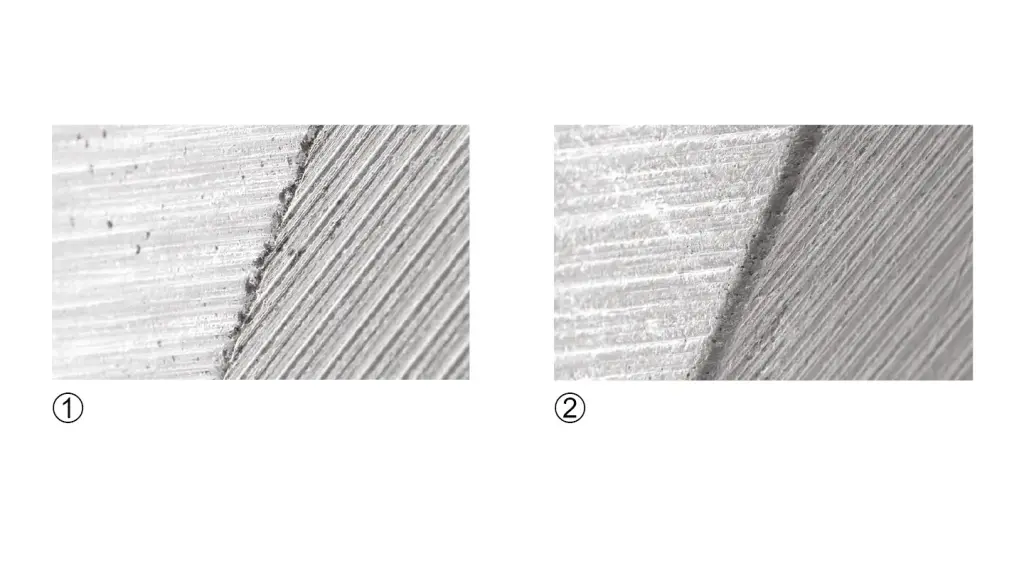
1) Niezaokrąglony krawędź tnąca.
2) Zdefiniowana zaokrąglona krawędź tnąca.
Powlekanie i obróbka końcowa powłoki
Powłoki zapobiegają bezpośredniemu kontaktowi między materiałem a materiałem tnącym i zmniejszają w ten sposób zużycie na skutek adhezji, abrazji, dyfuzji lub utleniania.
Do najbardziej znanych metod powlekania dla narzędzi obróbki skrawaniem zalicza się tzw. metodę PVD (Physical Vapour Deposition), w trakcie której stały materiał metaliczny (Target) jest odparowywany w próżni.
Często właściwą powłokę tworzy się przez dodatkowe zastosowanie reaktywnego gazu. Materiał powłoki parowej ostatecznie kondensuje się jako cienka warstwa na podłożu i tworzy powłokę narzędzia.
Jedną z technologii PVD, która jest szczególnie rozpowszechniona w przemyśle, jest katodowe odparowywanie łukowe (w skrócie: Arc-PVD), wyróżniające się bardzo wysokim stopniem separacji.
1) Powłoka na nieobrobionej powierzchni narzędzia.
2) Powłoka na wcześniej obrabianej powierzchni narzędzia.
Wygładzanie
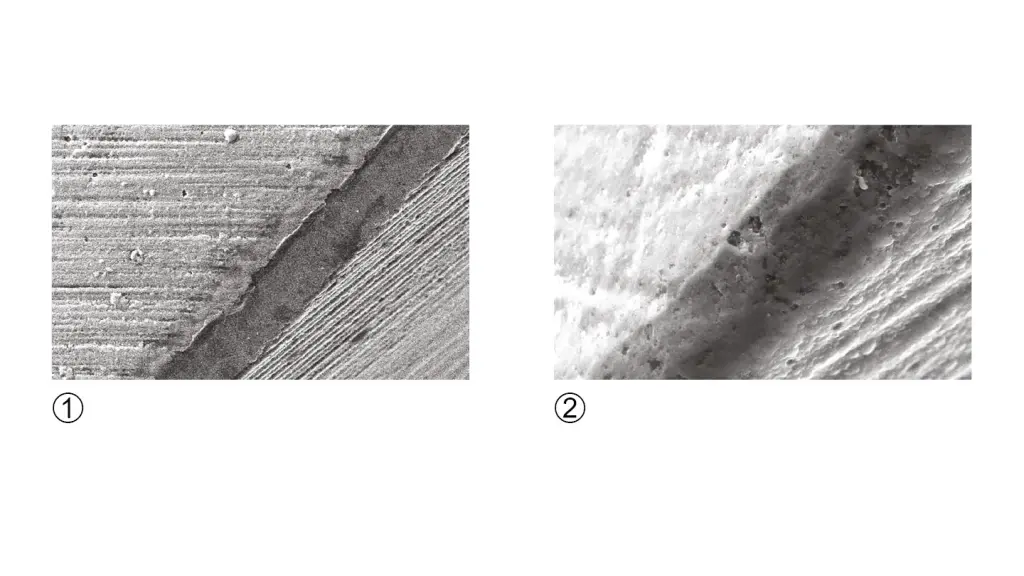
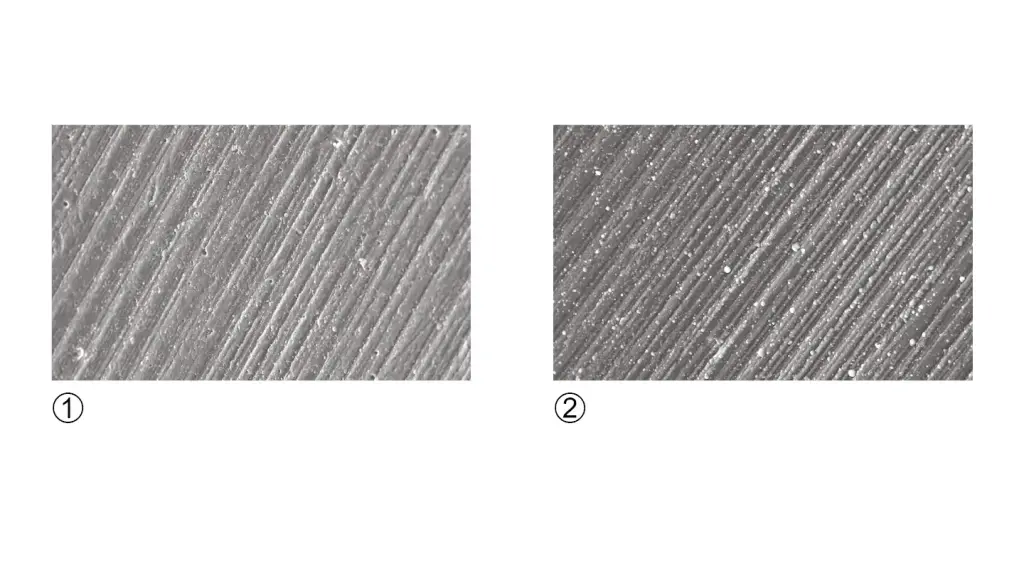
W metodzie Arc-PVD materiał docelowy jest odparowywany w ognisku łuku elektrycznego ze względu na wysoką gęstość energii. Powstają jednak stopione cząstki (krople), które osadzają się na podłożu i pozostawiają mikroskopijne defekty.
W specjalnych procesach obróbki wykańczającej wygładzamy te i podobne chropowatości powierzchni, aby zmniejszyć tarcie i wydłużyć żywotność narzędzia.
1) Powierzchnia narzędzia z kroplami.
2) Powierzchnia narzędzia bez kropli.
Pętle polerskie
Optymalizacja komór wiórowych właściwa dla materiału zapewnia kontrolowane usuwanie wiórów, zapobiegając zatykaniu się narzędzia.
Polerowane komory wiórowe mają bardzo gładką powierzchnię i optymalizują w ten sposób usuwanie wiórów podczas obróbki skrawaniem metali nieżelaznych z dużą ilością wiórów.